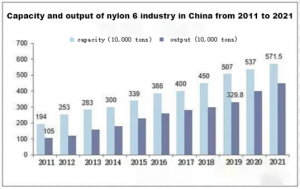
În 2021, capacitatea de producție PA6 din China este de 5,715 milioane tone și este de așteptat să ajungă la 6,145 milioane tone în 2022, cu o rată de creștere de 7,5%. PA6 din China are un grad ridicat de localizare. La nivel global, aproximativ 55% din feliile PA6 sunt utilizate pentru fibre, iar aproximativ 45% sunt utilizate pentru inginerie materiale plastice și filme pentru automobile, electronice, căi ferate, etc. Consumul total de PA6 în China în 2021 este de 4,127 milioane tone, aproximativ 20% dintre acestea este utilizat pentru inginerie de materiale plastice.

Material granular negru pa nylon
Din 2021 până în 2022, prețul PA6 a trecut și prin mai multe ascensiuni și coborâșuri de coaster.

Nylon 6 (PA6), cunoscut și sub denumirea de poliamidă 6, nylon 6, rezistența mecanică și cristalizarea este bună și are caracteristicile rezistenței la coroziune, rezistența la uzură. A fost utilizat pe scară largă în industria auto, tranzitul feroviar, ambalajele de film, aparatele electronice și textile. Deși performanța sa cuprinzătoare este excelentă, are și o serie de deficiențe. De exemplu, PA6 nu are o rezistență puternică de acid și alcalin, iar rezistența la impact nu este ridicată la temperatură scăzută și în stare uscată. Existența bazei hidrofile va provoca o rată mai mare de absorbție a apei, iar modulul elastic, rezistența la fluaj, rezistența la impact și așa mai departe vor fi reduse mult după absorbția apei, afectând astfel stabilitatea dimensională a produselor și proprietățile electrice ale produselor. Prin urmare, este necesar să se studieze modificarea PA6.
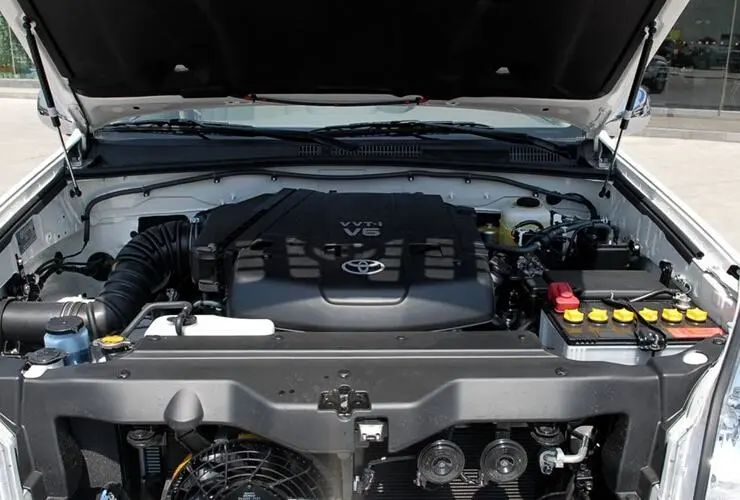 PA6 utilizat în automobile
PA6 utilizat în automobile
 PA6 utilizat în textile
PA6 utilizat în textile
- Performanță PA6
Materia primă a PA are o sursă largă, care este baza producției sale industriale pe scară largă. Datorită aranjamentului regulat al structurii moleculare, PA poate forma multe legături de hidrogen între macromolecule, deci are cristalinitate ridicată. În același timp, are, de asemenea, caracteristici deosebite în proprietățile mecanice, proprietățile chimice, proprietățile termice și alte aspecte, inclusiv:
(1) rezistența la tracțiune ridicată și rezistența la îndoire;
(2) rezistență la impact bun;
(3) rezistență ridicată la căldură;
(4) Are caracteristicile de rezistență la uzură și auto-lubrifiere, ceea ce este incomparabil pentru materialele metalice.
(5) o bună rezistență la umflare și rezistență la coroziune la solvenți și medicamente chimice;
(6) prelucrare bună a fluxului, modelare a injecției disponibile, extrudare, modelare a loviturilor și alte metode pentru procesarea produsului;
(7) performanță excelentă a barierei;
(8) Cu o activitate chimică ridicată, grupurile polare pot reacționa cu monomeri și polimeri care conțin grupuri polare pentru a forma noi compuși polimerici.
Pentru a oferi PA6 proprietăți mecanice mai puternice, se adaugă adesea o varietate de modificatori, printre care cel mai frecvent aditiv este fibra de sticlă. Elastomer sau cauciuc sintetic, cum ar fi POE, SBR sau EPDM, este de obicei adăugat pentru a oferi PA6 o rezistență la impact mai puternică. Dacă nu există aditivi în produsul PA6, materia primă din plastic are o rată de contracție de la 1%la 1,5%, iar adăugarea de fibre de sticlă oferă un produs cu o rată de contracție de 0,3%. Printre aceștia, absorbția de umiditate și cristalinitatea materialului sunt factorii principali care determină rata de contracție a ansamblului de modelare, iar parametrii procesului, cum ar fi proiectarea pieselor din plastic și grosimea peretelui au, de asemenea, o relație funcțională cu rata reală de contracție.

Fibra de sticlă

Poe Elastomer
Tratamentul de uscare a PA6 pentru modelarea prin injecție este ușor de absorbit apă, astfel încât trebuie să fie atașat o importanță deosebită pentru tratamentul de uscare înainte de prelucrarea efectivă. Dacă materialul furnizat este înfășurat în material impermeabil, recipientul trebuie menținut într -o stare închisă. Când umiditatea este mai mare de 0,2%, aerul cald trebuie selectat pentru uscarea continuă la nu mai puțin de 80 ℃ pentru 16 ore; Dacă materialul este expus la aer timp de cel puțin 8 ore, ar trebui să fie uscat în vid la 105 ℃ pentru mai mult de 8 ore.
- Procesul de producție al PA6
1. Polimerizarea în două etape
Polimerizarea în două etape este împărțită în principal în două etape: polimerizarea frontală și polimerizarea din spate. În general, este potrivit pentru producerea de produse cu vâscozitate ridicată, cum ar fi mătasea din țesătură din cordon industrial. Polimerizarea în două etape include în principal trei metode: polimerizare pre-presiune post-normală, pre-presiune și polimerizare post-decompresie și polimerizare presiune pre-ridicată și polimerizare post-normală a presiunii. Printre aceștia, metoda de polimerizare a decompresiei implică investiții mari și costuri ridicate, urmată de polimerizarea presiunii pre-înalte și polimerizarea presiunii post-normale. Polimerizarea presiunii pre-și post-normală are costuri reduse și nu necesită prea multe investiții.
2. Metoda de polimerizare continuă atmosferică
Polimerizarea continuă sub presiunea atmosferică se aplică producției de mătase civilă PA6, printre care procesul de producție al companiei NOY din Italia este cel mai reprezentativ. Metoda se caracterizează prin polimerizare continuă pe scară largă la 260 ℃ timp de 20 ore. Feliile au fost obținute în stadiul contracurent al apei calde. După ce oligomerii au fost uscați de gaz de azot, monomerii au fost recuperați prin extracție, iar procesul de evaporare și concentrare continuă a fost introdus în același timp. Această metodă are o performanță continuă de producție continuă, poate obține produse de înaltă calitate, un randament ridicat și nu ocupă o suprafață prea mare în aplicarea practică, este un proces tipic de producție de mătase civilă.
3. Polimerizarea hidrolizei intermitente
Metoda de polimerizare a hidrolizei lotului folosește ceainică de polimerizare rezistentă la presiune. Această metodă este potrivită pentru producerea de felii de plastic de plastic cu mai multe varietăți și mici. Alimentarea unică, după reacție (descărcare o singură dată) cu tăiere de presiune a azotului, extracție, după uscare pentru a prepara PA6. Procesul de polimerizare a lotului poate fi împărțit în trei etape: prima etapă este policondensarea inelului de dezvăluire a apei; A doua etapă este polimerizarea în vid; A treia etapă este reacția de echilibru.
Polimerizarea lotului este potrivită pentru producerea multor soiuri de produse cu lot mic, poate produce diferite produse de vâscozitate și PA de copolimerizare, dar consumul de materii prime este mai mare decât polimerizarea continuă, ciclul de producție este mai lung, repetabilitatea calității produsului este slabă.
4. Procesul de polimerizare continuă de extrudare cu două șuruburi
Procesul de polimerizare continuă de extrudare cu două șuruburi este o nouă tehnologie dezvoltată în ultimii ani. Adoptează polimerizarea catalitică anionică, iar caprolactamul este activat prin deshidratare și apoi intră continuu la extruder cu două șuruburi. În extrudarea cu două șuruburi, materialul de reacție se deplasează de-a lungul direcției axiale cu rotația șurubului, iar masa moleculară relativă continuă să crească. Materialul molecular mic este extras de sistemul de vid al extruderului cu două șuruburi, iar polimerul este răcit și feliat, uscat și ambalat.
Procesul are caracteristicile fluxului de producție scurt și al procesului de producție simplu, iar monomerul nereacționat cu o greutate moleculară relativă mică poate fi reciclat direct după ce a fost extras din sistemul de reacție, iar conținutul de monomer al produsului este foarte scăzut, fără extracție. Apa de felie este scăzută, timpul de uscare este scurt, poate reduce considerabil consumul de energie. În același timp, greutatea moleculară relativă a produsului poate fi controlată de timpul de ședere al materialului din extruderul cu două șuruburi.
- Studiu privind modificarea PA6
1. Modificare angajată
Datorită existenței legăturilor de hidrogen în moleculele PA6, flexibilitatea și rezistența acesteia vor fi inevitabil afectate. Odată cu creșterea densității legăturii de hidrogen, rezistența mecanică a PA6 va fi crescută în mod corespunzător. Cu cât există mai mulți atomi de carbon, cu atât este mai lung lanțul flexibil, cu atât este mai rezistent. Proprietățile mecanice ale compozitelor PA6 pot fi îmbunătățite prin adăugarea de fibre de sticlă. Whisker tetragonal ZnO are o ordine foarte mare. Pe baza acestui lucru, rezultatele studiului asupra efectului de îmbunătățire a ZnO Whisker asupra PA de turnare arată că compozitul are cea mai mare rezistență la tracțiune atunci când conținutul de bici este de 5%, iar creșterea conținutului de bici va reduce rezistența la căldură și absorbția apei a materialului. Cenușa de muște a fost tratată cu agent de cuplare silan și apoi completat în produsul PA6 turnat pentru modificare. Produsul final a avut o stabilitate termică mai bună, rata de contracție și absorbția apei.
2. Modificare retardant
Indicele de oxigen al PA6 este 26.4, care este material inflamabil. Legile și reglementările naționale necesită în mod clar retardarea flăcării materialelor polimerice, astfel încât este necesar să se acorde o importanță deosebită modificării de retardanță a flăcării PA6 atunci când este utilizată în produsele legate de electricitate. Retardarea flăcării hipofosfatului de aluminiu este relativ bună în materialele preparate prin amestecarea diferitelor săruri de hipofosfat metalic cu PA6. Când conținutul de hipofosfat de aluminiu este de 18%, pierderea arzătoare a materialului poate ajunge la 25, iar UL94 poate ajunge la gradul V-0.
Acidul cianuric de melamină (MCA) modificat cu fosfor roșu poate fi utilizat ca ignifug de flacără a PA6. Fosforul roșu poate împiedica formarea rețelei mari de legătură cu hidrogen plane între melamină și acid cianuric, rafinând astfel MCA, iar MCA poate forma carbon sub acțiunea fosforului roșu. Prin urmare, MCA modificată poate juca un rol retardant în flacără în faza de condensare și faza gazoasă, care este propice îmbunătățirii proprietății ignifuge cu flacără a PA6. Indicele de oxigen limitativ (LOI) al compozitului a fost îmbunătățit prin adăugarea de acid sulfonic guanidină în matricea PA6 prin metoda de amestecare a topiturii. Testul de combustie verticală a arătat că randamentul picăturilor topite a fost redus semnificativ în comparație cu cel al PA6 pur, când adăugarea de acid sulfonic guanidină a fost de 3%, iar gradul UL94 a fost crescut la V-0 când adăugarea de acid sulfonic guanidină nu a fost mai mică de 5%.
 Fosfor roșu
Fosfor roșu
3. Modificare de topire
PA întărită și modificată poate fi obținută prin adăugarea rășinii ductile sau a elastomerului la rășina PA și apoi amestecare și extrudare.Când agentul de întărire este polarizat SBS, sistemul de amestec de întărire a SBS polarizat și PA6 este obținut prin metoda de amestecare mecanică de topire. Când cantitatea de SB -uri polarizate este crescută, rezistența la impact a sistemului și flexibilitatea materialului vor fi, de asemenea, îmbunătățite. În comparație cu compozitele PA6 și EPDM, EPDM grefată cu anhidridă maleică are o compatibilitate mai bună din cauciuc și plastic și o duritate mai mare. Când doza de EPDM grefată cu anhidridă maleică a fost de 15%, materialul amestecat a avut de 9 ori mai mult rezistența la impact decât materialul PA6.
 Agent de întărire SBS
Agent de întărire SBS
Sursa foto: cauciuc și plastic Guofeng
4. Luflarea modificării
Umplutura economică este adăugată în rășina PA, iar materialul PA compozit modificat poate fi obținut după amestecare și extrudare. Folosind carbura de siliciu ca umplutură de conductivitate termică, agentul de cuplare KH560 și rășina epoxidică E51 pentru a trata suprafața umpluturii, prin procesul de amestecare a extrudării cu două șuruburi, materialul compozit de conductivitate termică are performanțe excelente. Atunci când cantitatea de umplere de umplutură de conductivitate termică, extensia lanțului PA6 și schimbarea tratamentelor de suprafață, se vor schimba și cristalizarea, rezistența la căldură, proprietățile de conductivitate mecanică și termică ale compozitului.

Carbură de siliciu
Produsul compus obținut din PA6 și montmorillonit organic tratat prin modelarea prin injecție cu amestec de topire are o frecare și uzură excelentă, rezistență la căldură și proprietăți mecanice. Umplutura este pulbere de aluminiu, substratul este copolimerizat PA6 și PA66, iar materialul compozit poate fi preparat prin amestecare de topire. Când conținutul de pulbere de aluminiu crește, rezistența la tracțiune a compozitului crește mai întâi și apoi scade, iar modulul de îndoire crește treptat, în timp ce rezistența la impact scade. După umplerea microbatelor de cenușă zburătoare în PA6, duritatea, impactul și rezistența la tracțiune a materialului pot fi mult îmbunătățite, iar produsul poate fi înzestrat cu o stabilitate mai bună.
5.PA aliaj
Aliajul PA6 aparține unui sistem cu mai multe componente, majoritatea fiind compus din cel puțin două tipuri de polimeri, printre care se utilizează pe scară largă polimer, copolimer de grefă și copolimer bloc. PA6 și Polpropilen grefat de anhidridă maleică (PP-G-MAH) După amestecarea materialului compozit, rata de absorbție a apei este mult mai mică decât PA6 și are o rezistență de impact mult mai mare decât PA6.
 Cu miros scăzut maleic anhidridă polipropilenă grefată
Cu miros scăzut maleic anhidridă polipropilenă grefată
Polietilena altoită cu densitate joasă (LDPE), anhidrida maleică (MAH) și inițiatorul diizopropil benzen peroxid (DCP) pot fi preparate amestecând polietilen cu densitate mică (LDPE), anhidrură maleică (MAH) și diisopropil peroxid (DCP) în proporție. Apoi, amestecul LDPE-G-MAH și PA6 poate fi preparat prin topirea metodei de amestecare combinate cu o cantitate mică de PA6. Când doza de anhidridă maleică a fost de 1,0, s -ar putea obține amestecurile cu cea mai bună rezistență la tracțiune. Când doza de anhidridă maleică a fost menținută la 1,0 parte, schimbarea dozei DCP nu ar avea un efect prea mare asupra proprietăților amestecului. Când doza de DCP a fost de 0,6, s -ar putea obține rezistența optimă la tracțiune a amestecului.
Exemple anterioare de tehnologie de agregare PA6 includ Inventa Elveției, Italia NOY și Kart Fischer și Zimmer din Germania. Pe baza învățării active din tehnologia și experiența străină avansată, țara noastră se bazează pe, se bazează și introduce o cantitate mare de echipamente moderne (cum ar fi tuburile VK și alte tehnologii de bază), îmbunătățește substanțial tehnologia de producție și procesele PA6 și se apropie mai mult de direcția dezvoltării internaționale (cu toate acestea, aditivii cheie, cum ar fi TiO2 și semințele se apropie încă).
Capacitatea de polimerizare a PA6 în China a menținut o tendință de expansiune rapidă, capacitatea de producție depășind cu mult cea a PA66. În etapa actuală, cercetarea de modificare a PA6 se referă în principal la consolidarea, întărirea, ignifugarea flăcării, umplerea și anti-înflăcărarea (prin introducerea grupurilor electronegative puternice în lanțul molecular PA6, protejându-și combinația cu coloranți acide, astfel încât să se realizeze anti-conflict). Deși acest tip de modificare se realizează practic prin amestecarea materialelor speciale, metodele de modificare de extrudare și reacție sunt, de asemenea, adecvate. Odată cu dezvoltarea ulterioară a tehnologiei moderne, materialele nano pot fi introduse pentru a modifica PA6 pentru a obține materiale PA6 modificate cu duritate ridicată, rezistență ridicată, duritate ridicată, rezistență la temperatură ridicată și electroplație, astfel încât să răspundă eficient nevoilor diferitelor domenii.
Syntholution Tech.Conat la cercetarea și dezvoltarea modificatorului de nylon, producția, reprezentând 30% din cota de piață internă, explorează activ piețele de peste mări, întâmpină anchetele clienților.
For inquiry please contact:little@syntholution.com
Timpul post: 16-2023 martie